

SLM工艺仿真综述:金属增材制造仿真的解决方案与思路(中)
基于固有应变的工艺过程仿真
固有应变理论源于焊接的工艺仿真过程,是由日本的学者提出的。所谓固有应变可以看成是内应力的产生源。若将物体处于既无外力也无内力的状态看作为基准状态,固有应变ε*就是表征从应力状态切离后处于自由状态时,与基准状态相比所发生的应变,它等于总的变形应变ε减去弹性应变εe,即:
ε*=ε-εe
在焊接过程中,构件受到不均匀加热并且产生塑性变形时,则固有应变即为热应变εp、塑性应变εT和相变εX之和,即:
ε* =εP +εT +εX
固有应变存在于焊缝及其附近, 固有应变的大小和分布就决定了最终的残余应力和变形。固有应变有限元方法着眼于焊接以后在焊缝和近缝区存在的固有应变(不考虑熔池动力学以及焊接整个过程中的温度场),将固有应变作为初始值进行一次弹性有限元计算,就可以得到整个焊件的残余应力和变形。金属增材制造过程可分解成一个个单独的焊接过程,因此固有应变有限元分析方法同样适用于金属增材制造。
利用固有应变理论进行工艺仿真时,结合金属增材制造的具体过程又可以分为以下三种计算模式,即假定均匀应变、扫描应变和热应变。
- 假定应变模式
假定均匀应变是假设在金属增材制造成型过程中,每个区域所受到的固有应变的大小都是均匀和各向同性的,其大小与材料的屈服强度和弹性模量相关
由于不同OEM厂商、不同的材料以及不同的工艺参数都会有所区别,在进行工艺仿真时引入固有应变修正因子K,对固用应变进行修正。
- 扫描应变模式
在进行假定均匀应变计算时,是假设各方向上的固有应变是均匀的各向同性的,但在实际打印过程中,由于扫描方式的不同会造成不同的固有应变分布,而固有应变在不同扫描方式下各分方向上的固有应变也不同。扫描应变模式就是考虑了实际打印过程中的这点,引入各分方向上的修正系数αi,对分方向上的固有应变进行修正。此时固有应变大小为:
ei = ai*K*
其中αi为各分方向上的修正因子。
- 热应变模式
热应变模式就是考虑打印过程中的工艺参数如激光功率、扫描速度等工艺参数对固有应变的影响,从而影响最终的变形结果。由于打印过程中,同一个区域将经历多次热循环的作用(后曝光的区域会对前曝光的区域进行重熔),在热应变模式下考虑了热棘轮效应对固有应变的影响。温度一旦超过材料0.4倍的熔点温度时,固有应变将被累积一次,一旦温度完全超过熔点,发生融化,固有累积应变重置为基准的固有应变数值。
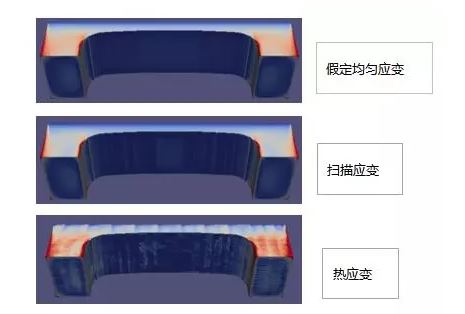
ANSYS AdditivePrint工艺仿真三种应变模式对比
介观尺度的熔池和粉末分析
目前应用于介观尺度的金属增材制造工艺仿真的方法主要有两种,即熔池内部不考虑粉末尺度的方法和考虑粉末影响的方法。介观尺度的仿真分析通过模拟较小尺度熔池内部的流动和传热,除了预测温度,温度梯度及冷却速率外,还可以预测表面的质量,层间的粘性力,孔隙率等。介观尺度的仿真分析一般是单道扫描对象,极少进行多道扫描,但得到的结论和结果可以修正宏观仿真结果,也可以衔接作为后续微观尺度分析的输入。
- 熔池分析
金属增材制造过程中的熔池分析是十分困难的,如下图所示成型过程中熔池受到诸多因素的影响,如传热、表面张力、毛细作用力、黏度、润湿性等,这些因素都将直接影响着熔池稳定性、熔池形貌及大小。不稳定的熔池将在后期的凝固过程中形成球化、气孔等缺陷。
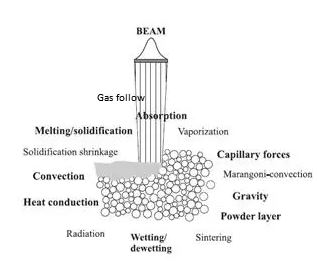
金属增材制造过程中的物理现象
熔池仿真分析是金属增材制造过程仿真分析的难点,利用CFD流动的方式对单个熔池的能量方程求解即得到温度场进行分析可知,单个熔池将先后经历蒸发飞溅、凝固、固态相变和重结晶等过程,其经历的温度场随时间的变化如下图所示。
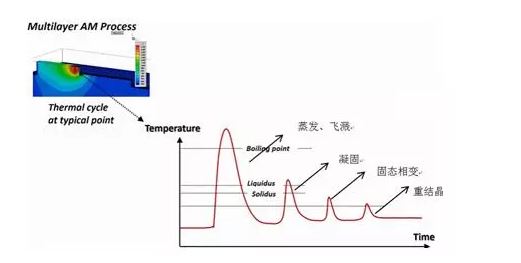
金属增材制造过程中的物理现象
熔池CFD仿真分析除输出温度场以外,熔池的形貌和大小还受多重因素的影响,如上述提到的表面张力、毛细作用力、粘度等等,对其仿真分析是一个多物理场的分析过程,如下图是利用CFD对熔池的形貌和大小的分析。
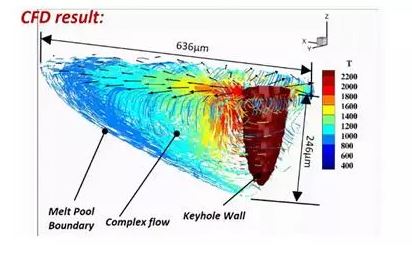
金属增材制造熔池的Fluent分析结果示意图
- 粉末分析
金属增材制造的粉末粒径范围大多在10-60um之间,并且呈高斯分布趋势,通常情况下可以用粉末的粒度分布区间、松装密度、球形度和流动性来对粉末的质量进行评判,其中粉末的流动性又受粒度分布、松装密度和球形度的影响,它是一个综合评判因素。当光束(激光或电子束)作用在如下图的所示的粉末床上时,粉末将会受热熔化,随着光束的移动形成一条连续的条带,通过控制成型工艺参数的h(hatching spacing)使得相邻的条带间有足够的搭接,从而获得致密的单层实体。
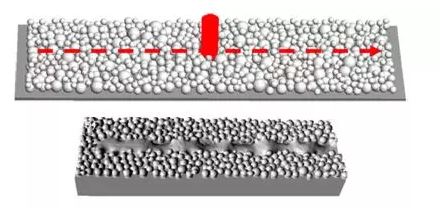
金属粉末床粉末热熔化现象
增材制造过程中的粉末分析主要是对其热的行为进行分析。粉末吸收的光束能量在纵向上的熔深通常是大于铺粉层厚的,由于打印过程中粉末未经机械压实,粉末与粉末间仍然被看作是疏松状态,此时粉末间的热传导系数是要比实体的传导系数小几个数量级的。加上增材制造又是一个快速熔化和快速凝固的过程,根本来不及在粉末床和粉体间形成一个均匀的温度分布。温度高的区域将会造成飞溅和蒸发,蒸发产生的气体若在后续凝固过程中来不及从熔池中溢出将会残留在熔池中形成熔池穿孔,飞溅产生的杂物也将形成夹杂物残留在熔池中。
影响粉末热吸收效率和热传导的因素有很多,如打印过程中的工艺参数,光束质量,光束入射角度以及粉末的粒度分布、形貌大小和松装密度等。可通过仿真分析来研究这些参数对粉末热行为的影响。
粉末的数值模拟方法目前包括离散元、粒子法和无网格法、光射线追踪法等,可以根据金属粉末统计得到的属性参数进行相应的吸收效率、反射、穿透、等效物理属性的模拟和计算,也可以模拟考虑粉末辨识度下熔池的热行为和流动行为。
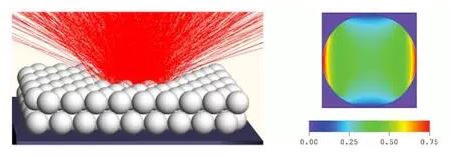
光射线追踪法预测粉末吸收率
考虑了表面张力和不考虑表面张力在粉末尺度上的仿真分析结果如下图所示:

关于安世亚太
安世亚太具有23年的研发信息化工业软件开发和服务经验、6年的工业品先进设计和增材制造经验,是我国工业企业研发信息化领域的领先者、新型工业品研制者、企业仿真体系和精益研发体系创立者,在国内PLM、虚拟仿真及先进设计领域处于领先地位,提出了基于增材思维的先进设计和智能制造解决方案,聚焦于打造以增材思维为核心的先进设计与智能制造产业链,以全球视野和格局进行资源整合、技术转化和生态构建。
